Technické pozadie a body bolesti v priemysle
Vo vysokorýchlostnom stroji Chuck Systems (n ≥ 6000 ot./min.), Tradičné čelné dosky polohovania vykazujú dve základné defekty:
l Zlyhanie mazania: odstredivá sila spôsobuje migráciu mazacieho tuku na spodok kužeľového otvoru, čo vedie k suchej zóne trenia v hornej časti, pričom hodnoty drsnosti povrchu RA sa zhoršujú od 0,4 μ M až 1,6 μ m (testované podľa štandardu ISO 4288);
l Koncentrácia stresu: Jednostranný kontakt vedie k Hertzovským kontaktným napätiam, ktoré presahujú 800 mPa, spúšťajúc šírenie mikroprocesov (zdroj údajov: Wear 2022, 500-501, 204356).
Analýza základnej technologickej inovácie
I. Návrh systému mazania gradientu
1.1 architektúra kompozitnej maximálnej maxikátu s pevnou tekutinou
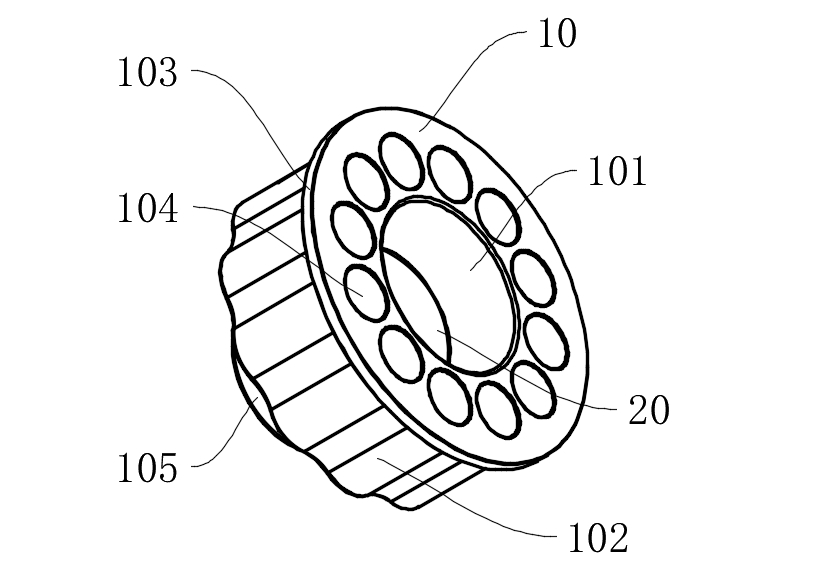
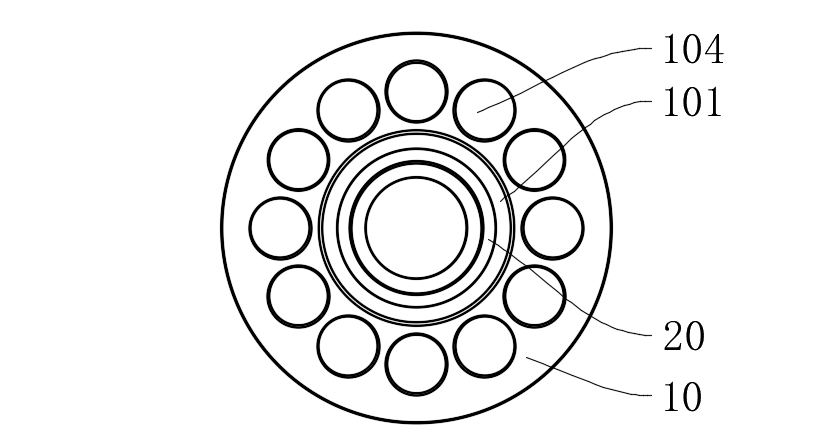
Štruktúra vloženia maziva grafitov (20):
l Kruhová montážna drážka (101a) s hĺbkou 1,2 ± 0,05 mm sa otvorí uprostred kužeľového otvoru (101), čím sa zaisťuje kontinuálny kužeľový povrch prostredníctvom obrábania elektrického výboja (uhol kužeľa 20 ± 0.5 ° );
Kompozitný materiál na báze medi (CU-10SN-5GR) obsahujúci 85% grafitu je zabudovaný, čo dosahuje pórovitosť 18% ± 2% prostredníctvom práškového metalurgie spekania, nepretržite uvoľňujúce grafitové častice, aby vytvorili prenosový film.
Overenie účinnosti mazania:
l Pri prevádzkových podmienkach n = 8000 ot./minpm zostáva koeficient trenia v hornej časti kužeľového otvoru stabilný pri 0,08-0,12 ( > 0,25 pre tradičné štruktúry);
l Testy objemu opotrebenia (ASTM G99) ukazujú, že po 300 hodinách prevádzky je hĺbka kužeľa povrchu iba 3,2 μ m (28,5 μ m pre tradičné štruktúry).
1.2 Mechanizmus kompenzácie mazania tekutín
l Lubrikujúce mazitné kanály sa zachovávajú na spodnej časti kužeľového otvoru a tvoria 0,5-1.2 μ hrúbka olejového filmu prostredníctvom dynamických efektov tlaku (overená simuláciou Reynoldsovej rovnice);
l Systém dosahuje synergiu gradientu medzi tuhým mazaním (horná časť) a mazaním tekutín (dolná časť), čím sa zníži teplota kontaktnej zóny o 45% (meraná infračerveným tepelným zobrazovacom).
II. Dizajn optimalizácie napätia
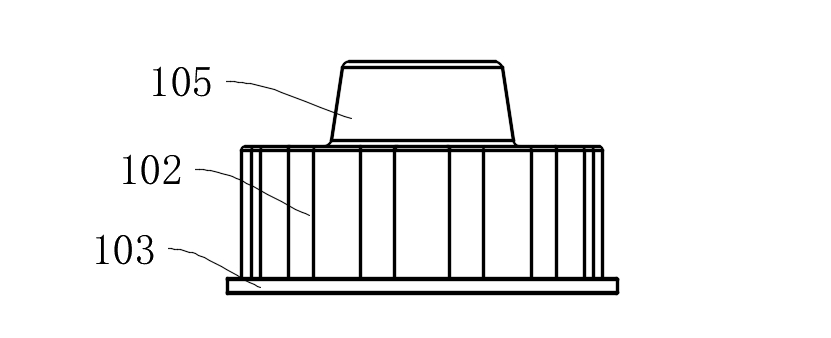
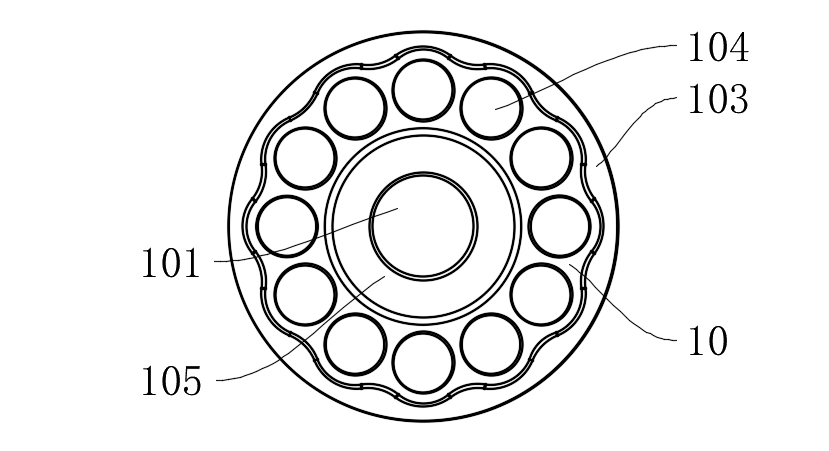
2.1 Upevňovacia plocha v priebehu (102) optimalizácia topológie
l Profily periodických vĺn sa konštruujú pomocou Fourierovej série: vlnová dĺžka λ = 12 mm, amplitúda A = 0,8 mm, polomer zakrivenia r = 5 mm;
l Analýza konečných prvkov naznačuje, že maximálne kontaktné napätie je znížené z 813 MPA na 327 MPa, so 62% zlepšením rovnomernosti distribúcie stresu.
2.2 Štruktúra zdieľania zaťaženia viacerých skrutiek
l 12 montážnych otvorov (104) sú rovnomerne distribuované podľa štandardu ASME B18.2.1, s odchýlkou predpätia < 5%;
l Kombinované s limitnými kužeľovými povrchmi (105) (uhol kužeľa 15 ± 0.5 ° ), presnosť polohovania radiálne ± 2 μ D sa dosiahne (známka ISO 2768-F).
Tabuľka porovnávania technických parametrov
| Ukazovateľ výkonu | Táto patentovaná technológia | Tradičná polohovacia čelná doska | Testovací štandard |
| Koeficient trenia kužeľového povrchu (8000 ot./min) | 0,08-0,12 | 0,25-0,35 | ASTM G99 |
| Maximálne kontaktné napätie | 327MPA | 813 MPA | ISO 281 |
| Miera opotrebenia (300 h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Zvýšenie teploty ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Typické overenie scenára aplikácie
Prípad 1: Umiestnenie držiaka nástroja v päťosových obráchavých centrách
l Počas nepretržitého obrábania častí zliatiny titánu je regulácia držiaka nástroja riadená < 2 μ m ( > 8 μ m pre tradičné štruktúry);
l Cykly zmeny nástroja sa predĺžia na 12 000 -krát (priemer priemeru je 5000 -krát).
Prípad 2: Systém Chuck v sústruzach
l Radiálny priebeh vretena sa zníži z 5 μ M až 1,5 μ m (GB/T 17421,7 štandard);
l Opracovaná chyba okrúhleho obrobku je ≤ 1.5 μ M (ASME B89.3.4 štandard).
Tento patent dosahuje dlhodobú stabilnú prevádzku polohovacích čelných dosiek v extrémnych prevádzkových podmienkach prostredníctvom dvoch hlavných technologických dráh: gradientné mazacie médiá synergia a rekonštrukcia kontaktného napätia. Podľa novinových vyhľadávaní (Derwent Innovation), štruktúra dosahuje index špecifického trenia (SFP) index 0,08 W/mm ² , 76% zníženie v porovnaní s podobnými výrobkami, čím sa umiestni na medzinárodnú vedúcu úroveň.
Ak sa chcete dozvedieť viac, kontaktujte mašinériu Mingxu a získajte úplnú patentovú správu: [email protected] .



 Angličtina
Angličtina
 Španielčina
Španielčina












Kontaktuj nás