


 Angličtina
Angličtina
 Španielčina
Španielčina
Samomazné ložisko MXB-JFBB s odolnosťou voči vysokej teplote
Cat:Samomazné ložisko
Samomazné ložisko MXB-JFBB je osadené ložisko s grafitovými vložkami na prírube, ktoré je navrhnuté tak, aby poskytovalo samomazné vlastnosti. Je v...
Pozri detaily Technické pozadie a body bolesti v priemysle
Pri presnom otáčaní komponentov s dlhým hriadeľom (napríklad hnacie hriadele a olovené skrutky) tradičné nástroje s pevnými otáčaním jedného konca trpia dvoma jadrovými problémami:
● Nedostatočné potlačenie chatovania: Previslý koniec nástroja na otáčanie prežíva vibrácie s amplitúdmi v rozmedzí od 10 do 50 μm pri excitácii reznej sily ( Zdroj: int. J. Mach. Nástroje manuf. 2021, 167, 103767 ), čo vedie k zhoršeniu povrchovej zlnenia (hodnota WT) do 6,3 μm (podľa noriem ISO 4287);
● Nerovnovávacia dynamická tuhosť: Pri obrábaní dlhých hriadeľov s pomerom dĺžky k priemeru (L/D) väčšie ako 5, modálna tuhosť systému klesá pod 800N/μm, čím spúšťa regeneratívne chatovanie (ako sa analyzuje pomocou teórie vibrácií DIN 1311).
Analýza základných technologických inovácií
I. Viacstupňová architektúra dynamickej tuhosti
1.1 Systém podpory s dvoma zatvorenými slučkami
Hlavný podporný modul:
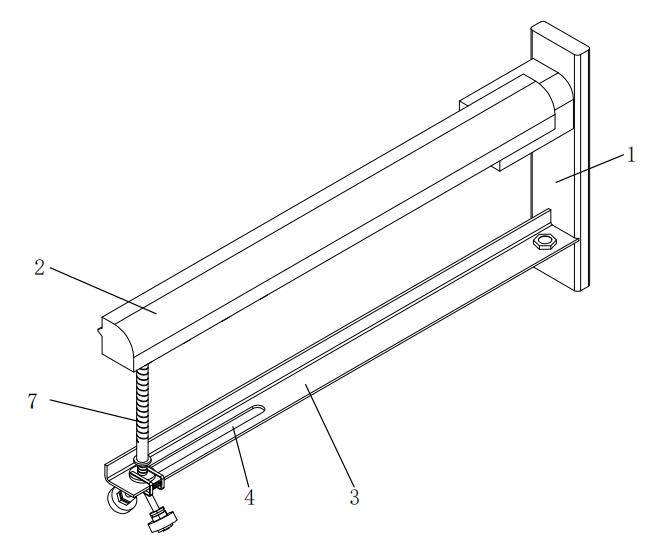
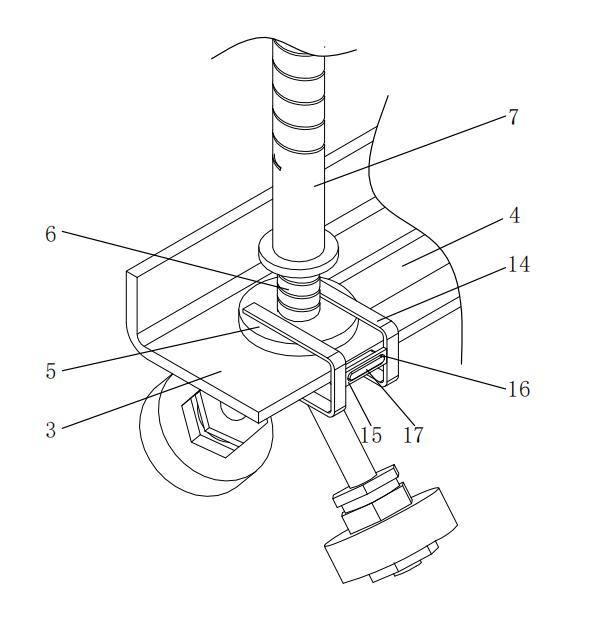
● Podporná tyč (7) je vyrobená z 40CR Clested a temperovanej ocele, ktorá obsahuje vonkajšie vlákno M16 × 2, ktoré sa spája s pevnou matičkou (8), čím sa dosiahne predbežná sila 1200 ± 50N;
● Prostredníctvom analýzy konečných prvkov je optimálny podpora určený na L/3 (kde L je dĺžka otáčania nástroja), čím zvyšuje prirodzenú frekvenciu prvého poriadku na 245 Hz (v porovnaní s 82 Hz v tradičných štruktúrach).
Modul pomocného stabilizácie:
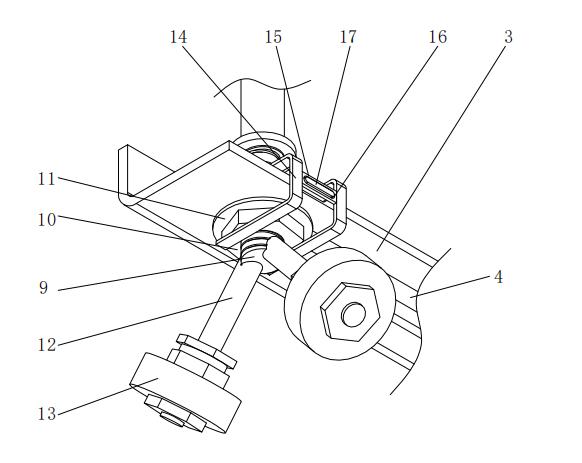
● Pomocné podporné koleso (13) je skonštruované z ložnej ocele GCR15 s kontaktným uhlom 60 ° ± 1 °. Kontaktné napätie je optimalizované na 150-200MPA pomocou teórie Hertzian Contact Teória;
● Testovanie vibrácií (v súlade s ISO 10816-3) ukazuje, že za prevádzkových podmienok n = 1500 ot./min sa amplitúda zníži na 3 μm (na rozdiel od> 15 μm v tradičných štruktúrach).
1.2 Mechanizmus úpravy presnosti
● Nastavovací závitový hriadeľ (6) využíva lichobežné vlákno s dvojitou vodou (TR20 × 4P8), ktorá v spojení s protišmykovou podložkou (11) (s koeficientom trenia μ = 0,12) umožňuje rýchlosť mikroflikovania 0,025 mm na revolúciu;
● Držiak na polohovanie (14) a upínacie vyčnievanie (17) využívajú prispôsobenie H7/G6, čím sa dosiahne opakovaná presnosť umiestnenia ± 0,005 mm.
II. Topologický dizajn adaptívneho potlačenia vibrácií
2.1 Optimalizácia cesty prenosu prenosu
● Pevný krúžok (5) je navrhnutý s kruhovou rebrovanou štruktúrou s gradientom hrúbky steny, ktorý prechádza z 8 mm na 12 mm, čo vedie k 180% zlepšeniu tuhosti ohybu (overené prostredníctvom simulácií Workbench ANSYS);
● Pohyblivý slot (4) prijíma podlhovastý dizajn dier (30 × 12 mm), čo umožňuje ± 15 mm horizontálnej kompenzácie a je kompatibilný s priemermi hriadeľa od φ20 mm do φ80 mm.
2.2 Štruktúra zvýšenia tlmenia
● Interiér podpornej tyče (7) je naplnený tlmením na báze kremíka (so stratovým faktorom TanA = 0,35), čím sa zvýši rýchlosť útlmu vibrácií na 22 dB/s (ako je testované v súlade s normami ISO 10816);
● Priečna spojovacia doska (15) je skonštruovaná z hliníkovej zliatiny 6061-T6, ktorá vytvára vyladený hmotnostný tlmič cez upínacie sloty (16), aby sa potlačili vysokofrekvenčné vibrácie v rozsahu 500-800 Hz.
Tabuľka porovnávania technických parametrov
| Ukazovateľ výkonu | Táto patentovaná technológia | Tradičné nástenky | Testovací štandard |
| Previsnutá amplitúda konca (pri 1500 ot./min.) | ≤ 3 μm | ≥ 15 μm | ISO 10816-3 |
| Povrchová vlna wt | ≤ 2,5 μm | ≥6,3 μm | ISO 4287 |
| Opakovaná presnosť umiestnenia | ± 0,005 mm | ± 0,03 mm | ISO 230-2 |
| Čas na presun náradia | ≤ 2 minúty | ≥ 20 minút | VDI 2862 |
Typické overovanie scenára obrábania
Prípad 1: Presná otočná skrutka
● Pri obrábaní vodnej skrutky A φ50 × 2000 mm bola kumulatívna chyba tónu ≤ 5 μm na 1 000 mm (splnenie štandardu GB/T 17587.3);
● Životnosť nástroja sa rozšírila na 180 kusov na reznú hranu (v porovnaní s 80 kusmi na rezanie s tradičným náradím).
Prípad 2: Ovládanie piestovej tyče hydraulického valca
● Hodnota drsnosti povrchu RA sa neustále udržiavala na 0,4 μm (splnenie priemyselnej požiadavky ≤0,8 μm);
● Účinnosť obrábania sa zlepšila o 40% (v dôsledku znížených vibrácií, čo umožnilo zvýšenie rýchlosti posuvu z 0,1 mm/rev na 0,15 mm/rev).
Tento patent dosahuje prielomy v potláčaní vibrácií pri obrábaní dlhých hriadeľa dvoma technologickými dráhami: Dynamic Dynamic Ošliaty a dizajn gradientov viacerých látok. Systém, overený prostredníctvom simulácií Comsol Multifysics, redukuje vibračnú energiu o 82% v rámci frekvenčného pásma 100-1 000 Hz, čím dosiahne úroveň potlačenia vibrácií porovnateľnú s aero motorom obrábania rotora.
Ak sa chcete dozvedieť viac, kontaktujte mašinériu Mingxu a získajte úplnú patentovú správu: [email protected] .

Samomazné ložisko MXB-JFBB je osadené ložisko s grafitovými vložkami na prírube, ktoré je navrhnuté tak, aby poskytovalo samomazné vlastnosti. Je v...
Pozri detaily
Metrické prítlačné podložky MXB-JTW sú založené na vysoko pevnej mosadzi (ZCuZn25Al6), s pevným mazivom (grafit alebo disulfid molybdénu) zabudovaným ...
Pozri detaily
Samomazné guľové ložisko MXB-JDBS na báze bronzu je guľové klzné ložisko. Jeho klzná dotyková plocha je vnútorná guľová plocha a vonkajšia guľová p...
Pozri detaily
Samomazné vodiace lišty MXB-JGLX pokrývajú viaceré vlastnosti, ako je vysoká odolnosť proti opotrebovaniu, odolnosť voči vysokej teplote, odolnosť ...
Pozri detaily
MPW VDI3357 Standard Wear Plate sa vyrába vložením špeciálneho tuhého maziva do vhodnej polohy. Kovový základný materiál podporuje zaťaženie a má m...
Pozri detaily
MSEW JIS 20mm Standard Wear Plate je založená na vysokopevnostnej mosadzi, cínovom bronze, oceľovo-meďovom bimetale, liatine alebo ložiskovej oceli...
Pozri detaily
Bezolejové vstrekovacie vodiace puzdrá MJGB sú štandardné komponenty používané v procese vstrekovania plastov, ktoré poskytujú vedenie bez mazania ...
Pozri detaily
MX2000-2 nickel graphite dispersed alloy bearing is a new product among solid lubricating bearings. Compared with TF-1, this product has the character...
Pozri detaily
SF-1W lead-free bearing is a new product developed based on SF-1X material according to international environmental protection requirements. In additi...
Pozri detaily
FB092 bronze punch bearings are made of bronze material as the base, with uniform and orderly oil injection holes processed. They are rolled into thin...
Pozri detaily

Kontaktuj nás