


 Angličtina
Angličtina
 Španielčina
Španielčina
MXB-JESW Wear Plate pre ťažké stroje
Cat:Samomazná doska/vodiaca lišta
Skateboard MXB-JESW je odolný skateboard pre veľké zaťaženie s 2 a 4 otvormi. Ide o štandardizovaný produkt a je kompatibilný so známymi zahraničný...
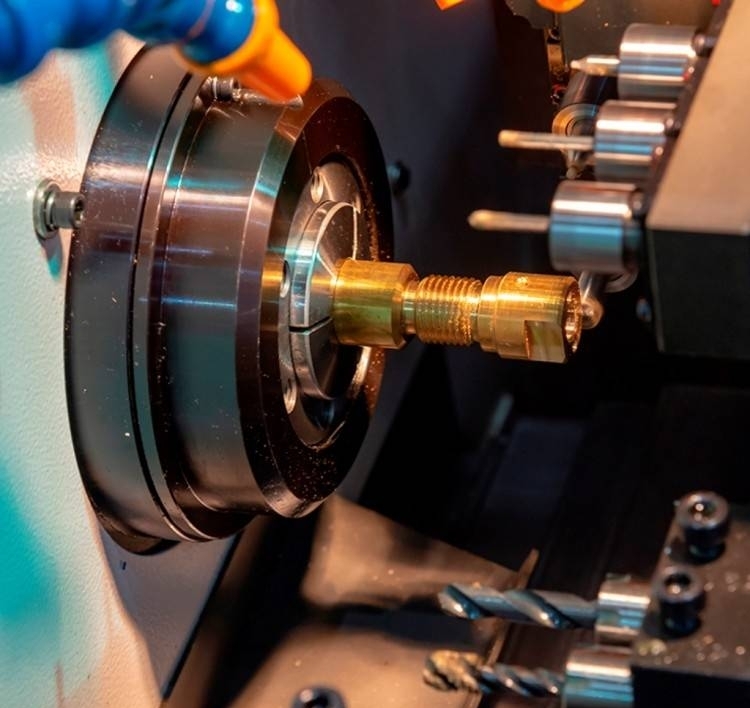
Pozri detailyZliatiny medi sa bežne používajú pri výrobe mechanických komponentov kvôli ich vynikajúcej elektrickej vodivosti, tepelnej vodivosti a odolnosti proti korózii. Počas procesu obrábania by sa však mali prijať nasledujúce preventívne opatrenia:
1. Materiálne charakteristiky zliatin medi
2. Vyberte parametrov rezania
3. Výber
4.Cooling a mazanie
6. Zariadenie
7. Liečba v oblasti výroby
8. bezpečnostné opatrenia
9. Príležitostné problémy a riešenia
Zlá kvalita povrchu: Nesprávny výber parametrov rezania alebo zlé zaostrenie nástrojov môže mať za následok zlú kvalitu povrchu. To sa dá vylepšiť optimalizáciou parametrov rezania alebo zvýšením kvality zaostrenia nástrojov.

Skateboard MXB-JESW je odolný skateboard pre veľké zaťaženie s 2 a 4 otvormi. Ide o štandardizovaný produkt a je kompatibilný so známymi zahraničný...
Pozri detaily
Samomazné vodiace lišty MXB-JGLDW sú vyrobené z vysokopevnostnej mosadze pomocou CNC obrábacích strojov. Povrch je vykladaný tuhými mazivami ako je...
Pozri detaily
Vodiace lišty MXB-JGLXS sú diely inštalované na oboch stranách bočného posúvača na ťahanie jadra, aby sa zabezpečilo, že sa posúvač na ťahanie bočn...
Pozri detaily
Samomazná doska MXB-JSP odolná voči opotrebovaniu je vhodná pre vstrekovacie stroje, automobilové lisovacie formy, formy na pneumatiky, výrobné str...
Pozri detaily
MPW VDI3357 Standard Wear Plate sa vyrába vložením špeciálneho tuhého maziva do vhodnej polohy. Kovový základný materiál podporuje zaťaženie a má m...
Pozri detaily
MSEW JIS 20mm Standard Wear Plate je založená na vysokopevnostnej mosadzi, cínovom bronze, oceľovo-meďovom bimetale, liatine alebo ložiskovej oceli...
Pozri detaily
MX2000-1 graphite embedded alloy bearing, MX2000-1 graphite scattered alloy bearing is an improved product of JF800 bimetallic bearing. It has the pre...
Pozri detaily
SF-1W lead-free bearing is a new product developed based on SF-1X material according to international environmental protection requirements. In additi...
Pozri detaily
SF-2S oil-free lubricating bearing is an improved product of SF-2, with steel back matrix, sintered spherical tin bronze powder in the middle, and rol...
Pozri detaily
FB092 bronze punch bearings are made of bronze material as the base, with uniform and orderly oil injection holes processed. They are rolled into thin...
Pozri detaily

Kontaktuj nás